更新日 2026-06-14

※記事内の画像は一部生成AIを使用し作成しています
出荷作業の改善に取り組みたい物流現場の担当者やEC運営者に向けて、よくある課題と進め方の手順、梱包工程を自動化する具体策までを解説します。この記事を読めば、自社のボトルネックを見極め、人件費を抑えながら出荷能力を高める方法が分かります。
【この記事の著者】

ダイワハイテックス編集部
ダイワハイテックス編集部では、物流・倉庫業務、梱包・包装に関する実務情報を発信しています。国内150ライン以上への導入実績と、社内エンジニアによる設計・保守の知見をもとに、現場の作業効率化、省人化、コスト削減につながる情報を分かりやすくお届けします。
出荷作業の改善が急がれる背景と、立場で変わる優先順位

出荷作業の改善が多くの現場で課題になっている背景には、出荷量の増加と人手不足があります。まずは全体像から押さえていきましょう。
ネット通販の普及で出荷件数は増え続け、一方で物流の担い手は不足しています。繁忙期の波動も大きくなり、限られた人員で増えた出荷量をさばく必要に迫られている現場が増えてきました。
人を増やして乗り切る方法には限界があります。だからこそ、一人あたりの生産性を高める改善が求められているのです。
同じ出荷作業でも、立場によって優先すべき改善は変わります。下の表で整理します。
| 立場 | 重視されやすい改善ポイント |
| EC運営者 | 発送スピードと、開封時の印象を左右する梱包品質 |
| 製造業の物流部門 | 生産計画と連動した安定出荷、重量物の安全な取り扱い |
| 物流代行 | 複数荷主の商品をさばく標準化と、波動への対応力 |
自社がどの立場に近いかを意識すると、優先して着手すべき改善が見えてきます。
出荷作業の4工程とつまずきやすい課題
出荷作業は4つの工程に分かれ、それぞれに弱点があります。改善の前に、どこでミスや停滞が起きやすいのかを把握しておきましょう。
| 工程 | 主な内容 | つまずきやすい点 |
| ピッキング | 保管場所から商品を集める | 商品違い・数量違い、移動のムダ |
| 検品 | 品番・数量・品質を確認する | 目視頼みによる見落とし |
| 梱包 | 緩衝材や箱で包み送り状を貼る | 速度の頭打ち、仕上がりのばらつき |
| 発送・積み込み | 配送業者ごとに仕分けて積み込む | 送り状の貼り間違い、仕分けミス |
これら4工程は一本の流れでつながっているため、どこか一つが滞ると全体の出荷リードタイムが延びてしまいます。現場でよく起きる課題は、次のとおりです。
- ヒューマンエラーによる誤出荷が、返品や信頼の低下につながる
- 作業が属人化し、担当者の不在で現場が止まってしまう
- 人手不足のなか、繁忙期には出荷量が数倍へ跳ね上がる
- 作業動線のムダが、ピッキングの移動時間を押し上げる
出荷作業を改善する5つの手順

改善は思いつきで進めても定着しません。次の5ステップで、現状把握から自動化までを順にたどるのが効果的です。
- 現状を数値で見える化する。 工程ごとの作業時間や処理件数を書き出し、1時間あたり何件こなせているかを把握します。
- ボトルネックを特定する。 処理能力が最も低い工程が、出荷全体の足を引っ張ります。ピッキングが200件こなせても梱包が80件なら、出荷能力は80件に制限されてしまいます。
- ロケーションと動線、標準化を見直す。 出荷頻度の高い商品を手前に置き、手順をマニュアル化すれば、移動のムダと属人化を同時に減らせます。
- 検品と梱包の精度を仕組みで担保する。 バーコード照合でピッキングと同時に検品を済ませ、ラベル貼付を機械化すると貼り間違いも防げます。
- 人手に頼る工程を自動化する。 速度の上限が課題になる梱包工程は、自動梱包ラインの導入で処理能力を一段引き上げられます。
改善のカギは「梱包工程」|専門メーカーが語る自動化の効果
改善の議論はピッキングに集まりがちですが、出荷量が増える現場では梱包こそが最大の見直しどころになります。包装機器を開発してきた立場から、その理由と効果を説明します。
手作業の梱包は、箱を組み立て、緩衝材を入れ、封をして送り状を貼るという作業の積み重ねです。どれだけ習熟しても1個あたりの時間には限界があり、疲労や集中力によって仕上がりも変わってしまいます。ピッキングや検品はシステム化で対応しやすい一方、梱包は人手を増やすしかないと考えられがちです。
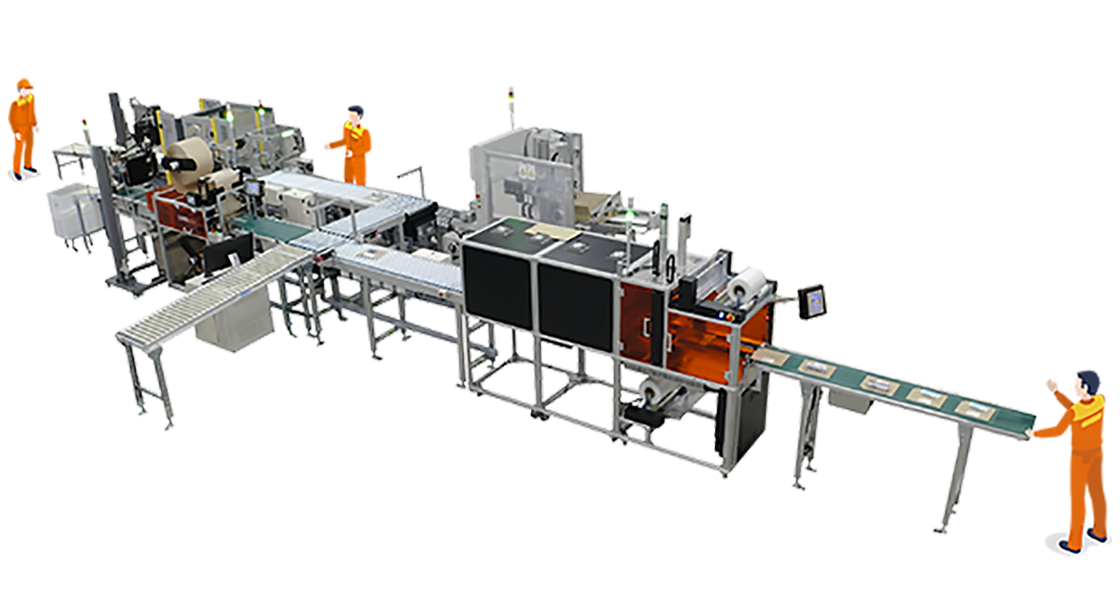
ここで押さえておきたいのが、設備の違いです。通販物流の自動梱包ラインは、商品の封入から封かん、ラベル貼付までを一連の流れで処理します。PPバンドなどで荷物を結束する梱包機(結束機)とは別物であり、バンド結束の工程は含みません。さらにメール便と宅配便でも最適なラインは異なり、商品の厚みやサイズ、緩衝の要否によって使い分けるのが実務上のポイントになります。
手作業と自動梱包ラインの処理能力を比べる(検証データ)
習熟度の低い作業者を想定した検証では、手作業と自動梱包ラインで次のような差が出ました。
| 梱包方法 | 1個あたりの時間 | 1時間あたりの処理数(換算) |
| 手作業(ヤッコ型の箱) | 約50秒 | 約72個 |
| 手作業(緩衝材入りの封筒) | 約30秒 | 約120個 |
| 自動梱包ライン(メール便向け) | ― | 1,000個超(1分で19個) |
別の導入現場では、6〜7名で行っていた梱包業務を3名で回せるようになり、同じ時間あたりの人件費はおよそ半分、出荷件数は概算で4倍に伸びました。人を増やさずに出荷能力を高められた点が、自動化の効果を物語っています。
メール便の封筒形態を高速で梱包したい現場には、省スペースで導入できる次のラインが向いています。

より詳しい数値や、商品形態ごとの導入結果は事例集にまとめています。自社に近い現場の効果を確かめたい場合は、あわせて確認してみてください。
自動梱包ライン導入の判断ポイントと導入のリアル
自動化はすべての現場に万能というわけではありません。効果が出やすい条件と、導入規模の現実を整理します。
次の項目に複数当てはまるほど、自動梱包ラインの効果は大きくなります。
- 同じサイズや形態の商品を大量に出荷している
> 繁忙期の波動が大きく、人員だけでは吸収しきれない > 梱包工程が出荷全体のボトルネックになっている > 梱包品質のばらつきや誤出荷を根本から減らしたい
商品やサイズに応じて、適したラインも変わります。段ボール箱の宅配便を多く扱う現場なら、フィルムで商品を固定して緩衝材を減らすタイプが、資材コストの削減と配送中の破損防止に役立ちます。
メール便でも、最大サイズの箱に対応し、テープレスの糊付けできれいな仕上がりと開けやすさを両立できるラインがあります。開封時の印象を重視する現場に向いています。
大がかりで高額というイメージを持たれがちですが、省スペース型なら最小3.5m程度から、1台単位で導入できます。条件によっては数か月で稼働を始めたケースもあります。出荷量がまだ少ない場合は、無理に急がず、ロケーションの見直しやバーコード照合から段階的に進める方法も現実的です。
具体的な仕様や費用感を相談したい場合は、下記の窓口から問い合わせができます。

改善効果の測り方とよくある失敗

改善はやりっぱなしでは元に戻ります。効果を数値で測り、つまずきやすい点を避けることが定着のカギになります。
効果を測る代表的な指標は、1時間あたりの処理件数、誤出荷の発生率、出荷1件あたりのコストの3つです。改善の前後で比べれば、施策が効いているかを客観的に判断でき、次の投資判断もしやすくなります。
そのうえで、現場で陥りやすい失敗とその回避策を押さえておきましょう。
| よくある失敗 | 回避策 |
| 効率を優先しすぎて誤出荷が増える | 効率とミス削減を同時に進め、検品の仕組みを残す |
| 一つの工程だけ速くして全体が変わらない | ボトルネックを見極め、流れ全体で改善する |
| 新しい手順が定着せず元に戻る | マニュアル化と教育で、誰でも続けられる運用にする |
まとめ
出荷作業の改善は、現状の見える化とボトルネックの特定から始まります。最後に要点を振り返ります。
ピッキングや検品はロケーションの工夫やバーコード照合で、梱包は自動化で、それぞれ効果を引き出せます。とくに出荷量が多く梱包がボトルネックになっている現場では、自動梱包ラインが人件費の削減と出荷能力の向上を同時にかなえる選択肢になります。
自社の出荷量と課題を整理し、無理のない規模から改善を進めてみてください。
よくある質問(FAQ)
出荷作業の改善に取り組む際、よく寄せられる疑問をまとめました。
Q. 出荷作業の改善は何から始めればよいですか。 A. まずは工程ごとの作業時間や処理件数を数値で把握する見える化から始めてください。ボトルネックが分かると、打つべき施策が明確になります。
Q. 誤出荷を減らすにはどうすればよいですか。 A. バーコードによるデータ照合で目視確認を置き換える方法が有効です。梱包やラベル貼付を自動化すると、送り状の貼り間違いも防ぎやすくなります。
Q. 自動梱包ラインの導入にはどのくらいのスペースや期間が必要ですか。 A. 機種や条件によりますが、省スペース型なら最小3.5m程度から、期間も数か月程度で稼働できたケースがあります。詳しくは個別に確認するとよいでしょう。
Q. 出荷量が少なくても自動化できますか。 A. 少量に特化した効率化の手段もあります。出荷量や商品の形状に合わせて、段階的に検討していくのが現実的です。
【この記事の著者】
ダイワハイテックス編集部
ダイワハイテックス編集部では、物流・倉庫業務、梱包・包装に関する実務情報を発信しています。国内150ライン以上への導入実績と、社内エンジニアによる設計・保守の知見をもとに、現場の作業効率化、省人化、コスト削減につながる情報を分かりやすくお届けします。